

行业资讯
- 樟木头五金cnc加工优惠报价「在线咨询」
- CNC加工中心好还是雕铣机好? CNC加工中心和雕铣机都是比较常用的机械设备,两者也有相似之处和不同的地方,如果硬要说CNC加工中心好还是雕铣好是很难有一个准确的答案的。用处不一样是没办法相比较的。只能在一些小的方面去比较这两者的优劣。二、刚性是CNC加工中心好还是雕铣机好 CNC加工中心非移动部分刚性要求非常好,移动部分刚性也非常好,能进行重切削。而雕铣机非移动部分刚性好,移动部分由于雕铣机要求比较灵活,所以这部分刚性比CNC加工中心要差一些。影响品之豪非标精密零件加工的质量因素 品之豪非标精密零件加工质量好坏跟哪些因素分不开?加工过程的质量控制是配件加工质量控制与管理的重点,这一过程的质量
- 2023-12-25 08:47:56
- 南城cnc电脑锣加工按需定制
- CNC加工中心好和雕铣机的区别 主轴转速是CNC加工中心快还是雕铣机快 CNC加工中心主轴转速要求一般在0-8000rpm,虽然高速加工中心可以达到很高的转速,但是从整体上来说还是雕铣机对转速要求比较高,雕铣机要求高速数控系统,主轴转速一般在3000-30000rpm,某些特定的雕铣机主轴转速比高速加工中心还要高。增大零件危险剖面的尺寸,合理设计剖面形状,以增大剖面的惯性矩。CNC加工中心和雕铣机加工范围有所不同 CNC加工中心用于完成较大铣削量的工件的设备加工,可以进行重切削。而雕铣机一般用于较小切削量或软金属的加工设备,常见的是用于刻字。数控cnc加工工序的划分有几种方式? (1)按
- 2023-12-18 08:32:16
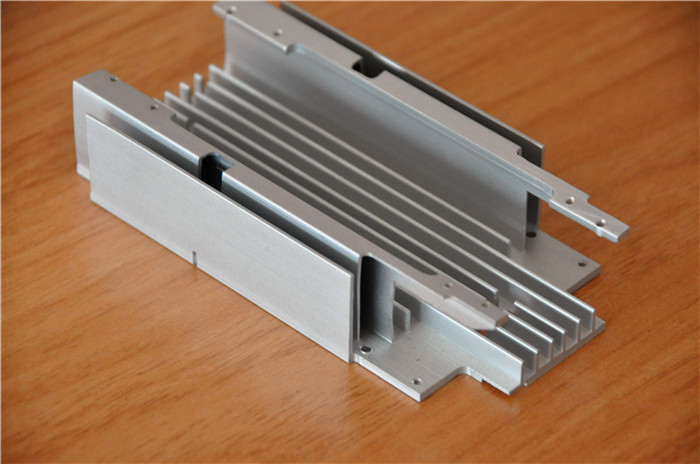
- 大岭山散热片型材厂家直供,品之豪铝散热片加工
- 插片散热片的组装规范插片散热片的组装规范 1、安装插片散热片水散热片前,首先要拧开注水口,检查注水口是否有损坏,散热片内部是否有生锈,盖子能否与注水口旋合紧密,如果发现有异常,一定要更换完好无损的配件再进行下一步操作; 2、使用支架样板,卡到插片散热片水散热片的支架安装处,检查支架安装孔是否对孔,安装孔位置是否正确,水散热片的“U”型槽宽度是否合适; 3、布置排水管的走向,以水散热片安装支架底面为基准,排水管长度超出支架底面300mm,排水管为合格,过短时,需换长度合适的排水管;过长时,将多出的部分割除;插片散热片的清洗方法插片散热片的清洗方法 插片散热片不应与任何酸、碱或其它腐蚀性性质接触。
- 2023-12-16 14:35:34
- 寮步散热片加工厂厂家报价
- 如何提高插片散热片的利用率如何提高插片散热片的利用率 1、减少散热片热损量 使用散热片时,尽量不要开关窗户,打开窗户进行适当的通风,不要在散热片上晾晒衣服,也不要安装供热罩,这样会使热量供应不足。如果我们想达到室内的供热温度,我们需要更多的热量,从而导致能源的浪费。2、合理的调节到低温状态 如果用户经常外出,可以将散热片调到较低的温度,既能有效地保持室内的温湿度,又能减少大量的能源,从而节约采暖成本。3、上班后室内调至低温 为了了解如何合理使用散热片温控阀,很多工人认为下班后家里没人好关掉散热片。他们觉得在下班前打开散热片是浪费。但是,关闭散热片后,室温下降很快。工作后打开散热片,房间需要几个
- 2023-12-14 16:27:00
- 凤岗五金冲压件加工按需定制「多图」
- 冲压件加工中必须保证哪些精度? 一、工作台面和滑块底面的平面度检测方法是将平尺的检验面按照不同方向放在台面上,用塞尺测量平尺检验面与工作台的平行度,检测方法是用千分表的滑块底面与工作台面的间隙,在1000mm长度上的允许公差通常为0.05mm. 二、滑块行程对工作台面的平行度,检测方法是用千分表在滑块底面与工作台面作纵向和横向移动,千分表读数的差值为测量值。在前后1000mm长度上允差0.13mm,对于开式压力机只允许滑块前端往下偏,在左右1000mm的长度上允差0.10mm. 三、滑块行程对工作台的垂直度检测方法是将千分表固定在滑块上,并与滑块一同上下运动,将一角度尺固定在工作台上,千分表读
- 2023-12-13 17:03:55
- 五金冲压件欢迎来电「在线咨询」
- 拉伸冲压件以及五金冲压件制造质量要求和设计原则 精密的拉伸冲压件、五金冲压件制造中,质量是非常严格的,技术方面的要求也是非常高的。所以我们一定要把关好它们的质量以及了解它们的设计原则。一般的五金冲压件的质量要求有,质量要求:有刺、尺寸是否一致、缩颈部位厚度/料厚、不允许存在任何形式的裂纹、不允许叠料、起皱、不允许出现少边、多料、目视可见的、波浪、坑包,无手感明显的变形、麻点或麻点群、不允许出现少孔、多孔现象、翻边高度偏差在±0.2?冲压件成形中塑性变形,同时也会出现弹性变形,在成形中负荷卸载状态时,零件便会产生一定的回弹,回弹是在板料成型后,成形件在模具中取出后出现的变形,会影响零件终的形状,
- 2023-12-08 14:59:06
- 五金冲压加工推荐
- 拉伸件的注意事项及拉伸件的精度 拉伸件应尽量简单、对称、并能一次拉伸成形。拉伸件壁厚公差或变薄量要求一般不应超出拉深工艺壁厚变化规律。根据统计,不变薄拉深工艺的简壁增厚量为(0.2~0.3)t,变薄量为(0.1~0.18)t(t为板料厚度)。当零件一次拉深的变形程度过大时,为避免拉裂,需采用多次拉深。这时在保证必要的表面质量前提下,应允许内、外表面存在拉深过程中可能产生的痕迹。在保证装配要求的前提下,应允许拉深件侧壁有一定的斜度。拉伸件的底部或凸缘上有孔时,孔边到侧壁的距离应满足a≥R+0.5t(或r+0.5t) 拉伸件的底与壁、凸缘与壁、矩形件的四角等处的圆角半径应满足:r≥t,R≥2t,r
- 2023-12-05 14:22:21
- 五金连续模厂家直供,品之豪五金厂家直供
- 金模具设计时需要注意哪些问题 五金模具设计时为了保护冲头的强度和导向精度,冲孔凸模采用了通过卸料板对凸模前端进行导向(凸模导向)以防止凸模破损的对策,脱料板起着导向,加强,还有脱料的作用。同时为了加强冲头,冲头一般采用2段,即我们经常讲的A冲,固定板采用大直径冲头,在脱料板上采用和产品要求一致的小孔,然后脱料板背面沉头,或做两节的镶件,一节是大孔一节是小孔,这样小孔段是导向,保证冲头的冲压精度,又提高了冲头的强度。工作高度调整过低、导柱润滑不足,送料设备有故障,压力机异常等,都会造成冲压模具的损坏。一般固定板与冲头间隙在0.015mm单边,与脱料板0.005mm单边(薄料可以做到单边0.035
- 2023-12-04 11:11:34
- 精密冲压件加工在线咨询
- 五金冲压件和精密拉伸件生产厂家是怎么选用冲压材料的 五金冲压件和精密拉伸件生产中常用的材料是金属材料(包括黑色金属和有色金属),但有时也用非金属材料。带台阶的拉深件,其高度方向的尺寸标注一般应以拉深件底部为基准。其中黑色金属主要有普通碳素结构钢、碳素结构钢、合金结构钢、碳素工具钢、不锈钢、电工硅钢等;有色金属主要有纯铜、黄铜、青铜、铝等;金属材料及型号是很多的,我们要怎么选择材料,才能达到工件质量保证,又能节约材料的目的呢? 五金冲压件产生厂家选择拉伸件件冲压材料一般有以下几个原则: 金属材料一定要满足工件的使用性能要求;冲压件在机器或部件中正常工作,并具有一定的使用寿命。选用的材料一定要有好
- 2023-12-03 14:28:08
- 长安五金模具厂家按需定制
- 五金冲压模具闭合高度如何设定 在五金模具设计中,必须确保冲床的闭合高度大于模具的闭合高度,避免直接设置冲床的闭合高度为模具的闭合高度。很多自动化的冲床具有自动确定模具闭合高度的功能,但是应该牢记模具的闭合高度是当模具内有材料时经测量得到的模具高度。在冲压生产中,剪切和成形工艺需要非常大的压力。过大的压力会导致冲床性能降低或闭合的机身张开。特别是老、旧的冲床,当你直接设置冲床的闭合高度等于模具的闭合高度,有时会发生模具还没有闭合就发生设备卡死的情况。过大的闭合力会通过模具的限位柱在模座上形成压痕,模具的表面有微小的痕迹。品之豪精密五金冲压模具、连续冲压模五金冲压模具模板主板用日立钢材DC53/S
- 2023-12-02 12:02:54